Конструкции установок совершенствуются Показателем роста данного рынка является тот факт, что 11 поставщиков установок разработали или усовершенствовали за последние два или три года конструкции установок для микроформования с диапазоном от примерно 20 тонн и менее. К их числу относятся Arburg, Battenfeld, Boy, Demag Ergotech, Ettlinger, Ferromatik Milacron Europe, Nissei, Sodick, Sumitomo, Tomken Tool, и Van Dorn Demag. Трудно найти цифры по продажам установок для микроформования, но одна из фирм сообщает о транспортировке 120 установок за прошедший год. Целый ряд других компаний предлагает небольшие установки, которые не предназначены специально для микроформования. 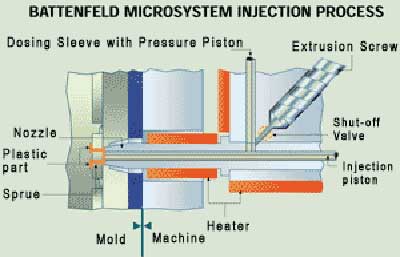
Трехэтапный впрыск позволяет Microsystem компании Battenfeld осуществлять точный впрыск с массой от 25 мг. до 1 г. при массе деталей менее 0.0008 г. Среди поставщиков установок нет единого мнения относительно того, следует ли обслуживать рынок микроформования с помощью уменьшенного оборудования, изготовленного на основе более крупных традиционных конструкций, или же здесь необходимы установки нового типа. "При использовании уменьшенных традиционных установок отформованный материал в литниковом канале должен быть диспропорционально большим по отношению к размеру самой детали", - говорит Шон Шни, инженер по применениям и технологиям компании Boy Machines. "При изготовлении деталей микроформованием на небольших установках с более традиционной шнековой технологией довольно часто случается, что отформованный материал в литниковом канале составляет более 90% от массы впрыска", - рассаказывает Шни. Он добавляет, что продолжительности цикла больше из-за того, что материал в литниках толще. Гёбель из компании Battenfeld добавляет, что формовщику, который использует для микроформования неспециализированную систему, может понадобиться более года научно-исследовательских и конструкторских работ для того, чтобы найти наилучший способ формования детали, а это слишком много с точки зрения существования на рынке этих новых миниатюрных компонентов. "Существуют традиционные установки, на которых можно производить небольшие детали, но я думаю, что они находятся в маргинальной зоне данного рынка", - говорит Гёбель. "А рынок постоянно требует все более мелких деталей. Я считаю, что следующее поколение установок должно быть способно производить детали на 30% меньше и сложнее, чем те, которые они могут производить на сегодняшний день", - говорит он. Также и допуски, скорее всего, будут меньше. "Я думаю, что они сократятся от сегодняшних 3 микрон до 1 микрона и далее до 0.3 микрона", - говорит Гёбель. Производители традиционных установок на это отвечают, что специализированная машина должна быть специально выделенной машиной, а это может не очень устраивать многих формовщиков, работающих по индивидуальным заказам. Кроме того, формовщики, обладающие достаточным здравым смыслом для того, чтобы использовать традиционные машины, могут использовать более высокую кавитацию, которую позволяет получить более крупный пресс. В состав установки для микроформования входит плунжер, шнек возвратно-поступательного действия и устройства для многоэтапного впрыска. Здесь также могут быть системы с различными приводами: полностью электрифицированные, гидравлические и гибридные (гидравлические/электрические). Несмотря на эти различия у всех современных подходов имеется три одинаковых основных фактора: • Для микроформования необходим маленький шнек, который пропорционален размеру впрыска, но существует предел для того, насколько он может быть маленьким. "Обычно самым маленьким диаметром шнека, который вы хотите использовать, является 14 мм", - говорит Шни из компании Boy. "Если взять меньший размер, может произойти сдвиг шнека. Он не может выдерживать давление при впрыске", - говорит он. И шнек меньшего размера может также создавать проблемы при подаче гранул. Некоторые поставщики рекомендуют использовать со шнеками для микроформования микрогранулы. • Литниковые системы, которые предназначены для микроформования, это, как правило, холодные литниковые системы, в основном, из-за того, что системы с горячими литниками просто не создавались для таких мелких деталей. • В том, что касается управления установками, существует консенсус относительно того, что современные 32-битные микропроцессоры лучше всего позволяют добиваться жесткого контроля производства при микроформовании.
|


