Рисунок 1.2 Схема линии каширования на базе каландрового пресса: 1– роликовый транспортёр, 2 – подъёмный стол, 3 – щёточный станок, 4 – вальцовый станок для нанесения отвердителя, 5 – канал инфракрасной сушки отвердителя, 6 – клеенаносящий станок, 7 – роликовый транспортёр, 8 – каландровый пресс (кашировальная установка), 9 – отсекатель плёнки, 10 – ленточный транспортёр, 11 – приёмный стол 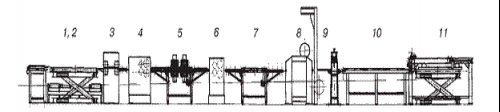
При использовании плёнок, на которые уже нанесён слой подсушенного термопластичного клея или плёнок с неполностью отверждённой меламиносодержащей смолы, технологический процесс значительно упрощается. Отпадает необходимость в нанесении и сушке отвердителя и в нанесении термореактивной смолы на пласть. Плита-основа сразу после очистки идёт в вальцовый станок для каширования. На рисунке 1.3 представлен общий вид установки для непрерывного термокаширования плит. Рисунок 1.3. Пресс непрерывного действия для каширования древесных плит: 1 – стальные ленты, 2 – ведомые барабаны, 3 – натяжное устройство, 4 – основание, 5 – рама, 6 – приводные барабаны 
Пресс имеет два приводных барабана и два ведомых, на которых натянуты стальные ленты. Скольжение лент по горячим плитам обеспечивается посредством воздушной подушки, поэтому мощность привода барабанов составляет всего 8–9 кВт. Пресс работает при постоянном рабочем давлении (не более 2 МПа), скорость подачи до 16 м/мин. Очищенные от пыли плиты подаются встык одна за другой на участок двухсторонней облицовки. Плёнка из рулонов, натягиваемая сверху и снизу на непрерывно движущиеся плиты, отверждается в ленточном прессе. На выходе из пресса предусмотрены станок для фрезерования продольных кромок (снятия свесов) и диагональная пила для поперечной обрезки плит Облицовывание плит в процессе их изготовления. Облицовывать плиты можно одновременно с изготовлением их в главном прессе. В качестве покры¬тий применяют термореактивные плёнки и плёнки с финиш-эффектом, в том числе с тиснением. Степень блеска покрытия зависит от используемых прессующих лент. Для получения рисунков с глубоким тиснением в такой производственной линии лучше использовать дополнительный короткотактный пресс. Примерный процесс изготовления облицованной ДСтП в этом случае состоит из следующих основных операций: | 

