ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНОЙ ИЗВЕСТИ
Строительную известь получают путем обжига (до удаления углекислоты) из кальциево-магниевых горных пород — мела, известняка, доломитизированных и мергелистых известняков, доломитов.

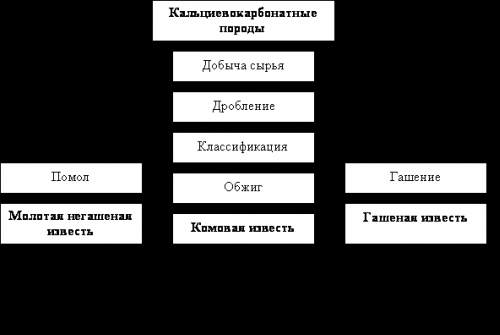
Схема получения строительной воздушной извести
Технологический процесс получения извести состоит из добычи известняка в карьерах, его подготовки (дробления и классификации) и обжига. После обжига производят помол комовой извести, получая молотую негашеную известь, или гашение комовой извести водой, получая гашеную известь (схема 1.1).
Схема 1.1
Принципиальная технологическая схема производства строительной воздушной извести.
Основным процессом при производстве извести является обжиг, при котором известняк декарбонизуется и превращается в известь. Диссоциация карбонатных пород сопровождается поглощением теплоты. Реакция разложения углекислого кальция обратима и зависит от температуры и парциального давления углекислого газа.Диссоциация углекислого кальция достигает заметной величины при температуре свыше 600°С. Теоретически нормальной температурой диссоциации считают 900°С. В заводских условиях температура обжига известняка зависит от плотности известняка, наличия примесей, типа печи и ряда других факторов и составляет обычно 1100-1200°С.
При обжиге из известняка удаляется углекислый газ, составляющий до 44% его массы, объем же продукта уменьшается примерно на 10%, поэтому куски комовой извести имеют пористую структуру.
Реакция обжига обратима и описывается уравнением:
CaCO3 ↔ CaО + CO2; ΔH = –179 кДж
Обжиг ведут в известеобжигательных печах - шахтных, вращающихся, кольцевых и напольных. Особенно распространены шахтные печи, которые в зависимости от вида применяемого топлива работают по пересыпному способу, с выносными топками и на газе. Вращающиеся печи ограниченно применяют в известковой промышленности, но по качеству обжига они превосходят печи шахтные. Напольные и кольцевые печи низкопроизводительны и расходуют много топлива, поэтому на вновь строящихся заводах печи такой конструкции не применяют.
Шахтная печь состоит из шахты, загрузочного и выгрузочного устройства, воздухоподводящей и газоотводящей аппаратуры. Известняк в шахтную печь загружают периодически или непрерывно сверху. Материал по мере выгрузки извести опускается вниз, и навстречу обжигаемому материалу просачиваются горячие дымовые газы. По характеру процессов, протекающих в шахтной печи, различают зоны подогрева, обжига и охлаждения (рис.1.1). В зоне подогрева в верхней части печи с температурой печного пространства не выше 900°С известняк подсушивается, подогревается и в нем выгорают органические примеси. В средней части печи— в зоне обжига, где температура достигает 900-1200°С, — происходит разложение СаСОз и выделение углекислого газа. В нижней части печи — зоне охлаждения — известь охлаждается поступающим снизу воздухом с 900 до 50-100°С.
Рис 1.1
Схема обжига молотого известняка в шахтной печи.
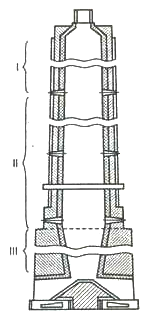
I – зона подогрева;
II – зона обжига;
III – зона охлаждения.
Более экономичны по расходу топлива и простоте конструкции печи, работающие по пересыпному способу на короткопламенном топливе (антрацит или тощий каменный уголь). Производительность шахтных пересыпных печей составляет 100-110 тонн в сутки. К недостаткам пересыпных печей относится загрязненность извести золой топлива. Более чистая известь получается в шахтных печах с выносными топками, работающих на длиннопламенном топливе (бурый уголь, дрова, торф), и в печах газовых. Однако эти печи имеют несколько меньшую производительность.
В шахтных печах можно обжигать только твердые породы (известняк, мрамор и др.), а во вращающихся — как твердые породы, так и шламы мягких пород, например мела. Основная задача при обжиге - обеспечение максимальной степени декарбонизации СаСО при минимальной температуре. Повышение температуры ускоряет реакцию разложения карбоната кальция, но излишне высокая температура обжига негативно сказывается на качестве продукта, так как развивается явление «пережога».
Наибольшее распространение для производства извести получили шахтные печи, высота которых достигает 20 м.
Шахтные печи различают по виду применяемого в них топлива и по способу его сжигания. В пересыпных печах твердое топливо подается вместе с сырьем и сгорает между кусками обжигаемого материала. Здесь применяют топливо с малым содержанием «летучих» — антрацит, кокс и тощие сорта каменного угля, дающие при горении короткое пламя. В печах с выносными топками последние расположены по внешнему периметру печи. В них сжигается твердое топливо (полностью или частично) и образующиеся горячие газы поступают в зону обжига. Применяют длиннопламенное топливо с высоким содержанием «летучих», а также торф, дрова, горючие сланцы. В газовых печах топливом чаще всего служит природный газ, который подается непосредственно в шахтную печь и сжигается в слое материала.
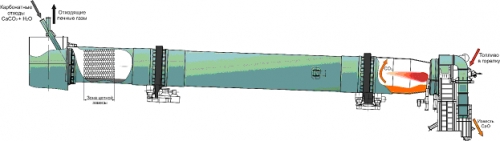
Вращающиеся печи позволяют получать мягкообожженную известь высокого качества из мелкокускового известняка и из мягких карбонатных пород (мела, туфа, известняка-ракушечника), которые нельзя обжигать в шахтных печах из-за склонности этих материалов к «зависанию» в шахте, приводящему к нарушению технологии обжига.
Длина известеобжигательных вращающихся печей составляет 30 — 100 м при диаметре 1,8 — 3 м, производительность достигает 400 — 500 т/сут., что в 2-4 раза выше, чем у шахтных печей. Одно из важнейших технологических преимуществ обжига извести во вращающихся печах — малое время прохождения материала от места загрузки до выхода из печи, что обеспечивает оперативность управления процессом. Вращающиеся печи обеспечивают компактность технологической схемы, позволяют автоматизировать процесс и снизить капитальные затраты на строительство цехов. Во вращающихся печах может быть получена известь высокого качества обжигом при средних и достаточно высоких температурах. Из-за малого времени пребывания материала в печи, опасность пережога в них минимальна. При этом известь значительно более однородна по составу и содержит меньше примесей.
Рис 1.2.
Схема обжига молотого известняка во вращающейся печи
Значительно снижает качество комовой извести наличие в ней негасящихся кусков (недожог) и кусков, гасящихся медленно (пережог), которые могут образоваться из-за неравномерного распределения температур в известеобжигательных печах или неравномерного содержания в сырье примесей (например, углекислого магния).
Негашеную комовую известь нельзя непосредственно использовать в качестве вяжущего, ее требуется дополнительно измельчать либо размолом на мельницах (получается негашеная молотая известь), либо гашением водой (гашеная известь).
Для облегчения помола в мельнице комовую известь предварительно дробят до зерен размером 15 — 20 мм. Помол осуществляют обычно в шаровых одно- и двухкамерных мельницах, но возможно применение также валковых и роликовых мельниц, а при необходимости получения очень тонкого порошка используют вибромельницы.
Наряду с бездобавочной известью выпускают также известь с активными минеральными добавками (золы, шлаки), в последнем случае их вводят в мельничный агрегат, где происходит совместное измельчение и одновременно перемешивание.
Тонкость помола негашеной извести оказывает существенное влияние на ее свойства, особенно при наличии «пережога».
В соответствии с требованиями ГОСТ негашеную известь следует измельчать до тонкости, при которой остаток при просеивании пробы через сита № 02 и № 008 должен быть соответственно не более 1,5 и 15%. Обычно заводы выпускают известь, характеризующуюся остатками на сите № 008 до 2-7%, что примерно соответствует удельной поверхности 3500-5000см /г.
Гашение извести
Процесс гашения извести происходит по реакции:
СаО + Н2О = Са(ОН)2 + 65,1 кДж
Реакция гашения извести протекает бурно, с большим выделением тепла. Вода, проникая в глубину известковых зерен, вступает в химическое взаимодействие с СаО, и выделяющееся при этом тепло превращает воду в пар. Так как переход воды в пар сопровождается увеличением объема, создаются внутренние растягивающие напряжения в зернах извести, приводящие к их измельчению в тонкий порошок.
Гашение — специфический технологический процесс, используемый только в производстве извести. Выделяющаяся теплота вызывает кипение воды, поэтому негашеную известь называют «кипелкой». Процесс гашения замедляется вследствие образования на поверхности известковых частиц тестообразного слоя продуктов гидратации, который препятствует доступу воды к внутренним слоям исходного зерна. Для ускорения гашения рекомендуется предварительно измельчать известь, энергично перемешивать гасящуюся массу, а также использовать подогретую воду. При перемешивании с поверхности зерен как бы «сдирается» гидратная пленка и открывается доступ к внутренним непрогасившимся слоям.
Характер процесса гашения зависит также от наличия примесей. При гашении в пушонку зерна силикатов и алюминатов кальция, образовавшихся при обжиге, не гасятся и не превращаются в порошок, поэтому их необходимо отделять, отдельно доизмельчать, а затем смешивать с «пушонкой» для улучшения ее гидравлических свойств. К негасящейся части извести относятся также неразложившийся при обжиге известняк, пережженные частицы оксидов кальция и магния, остеклованные новообразования, получающиеся в пересыпных печах при взаимодействии извести с золой топлива.
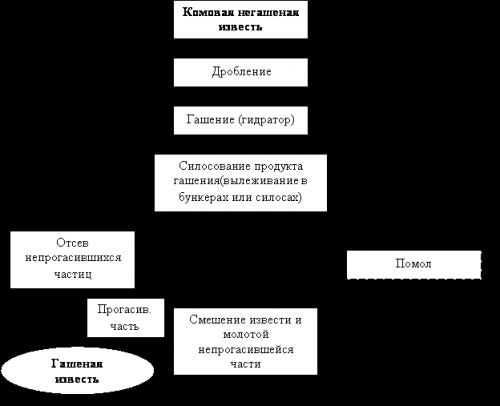
Схема 1.2
Технологическая схема производства гашеной извести
Чем продолжительнее протекает процесс гашения, тем более качественным получается продукт. В промышленных масштабах гашение производится механизированным способом.
Выбор схемы зависит от того, какой продукт необходимо получить — «известь-пушонку» или известковое тесто. Большая часть извести гасится в пушонку. Гашение в пушонку производят в гидраторах периодического или непрерывного действия. К периодически действующим гидраторам относятся гасильные барабаны цилиндрической или бочкообразной формы емкостью около 15 м . Барабаны со скоростью вращения от 3 до 5 об./мин. устанавливают горизонтально на катках. В барабаны загружают предварительно измельченную в молотковых или конусных дробилках известь с размером кусков 3 — 5 мм. Известь гасится паром, поступающим через пароподводящее устройство. Продолжительность гашения, включая загрузку и выгрузку продукта, составляет 30 — 40 мин. После отсева непрогасившихся частиц известь направляется в бункера или силоса для вылеживания (силосования), где процесс гашения продолжается, что ведет к повышению качества материала.
Заводское производство «пушонки» по сравнению с производством комовой извести имеет ряд преимуществ: непрогасившиеся частицы отделяются уже на заводе; транспортировка упакованной пушонки удобнее; такой продукт имеет более длительный период хранения. Вместе с тем себестоимость пушонки выше, так как ее выпуск требует организации гидратного цеха и упаковочного узла.
Процесс гашения в тесто более длителен и сложен. Он применяется, если известь предназначена к использованию на месте производства или на объектах, находящихся поблизости (например, в виде строительных растворов).
При механизированном гашении извести в тесто, кипелку предварительно измельчают в щековой дробилке до кусков с размером не более 5 см и орошают на виброгрохоте горячей водой. Затем материал поступает в гасильный бункер, где выдерживается 2 часа. Окончательное гашение происходит в гасителе, куда поступает вода, подогретая до 40-50˚С. Из гасителя материал в виде известкового молока выливается на виброгрохот. Крупные частицы поступают в бункер отходов, а известковое молоко перекачивается для отстоя в железобетонные чаны, которые имеют по 4 вертикальных фильтра — оцинкованных трубы с отверстиями по всей высоте, заполненных крупным песком и проходящих через днище чана. За время пребывания в чанах (примерно 15 — 16 часов) избыточная вода уходит через фильтры, а материал приобретает сметанообразную консистенцию с влажностью 75%. Отстоявшаяся вода возвращается в технологию и вновь применяется для гашения извести.
Твердение извести
Гашеная известь твердеет в результате испарения воды и кристаллизации гидроокиси кальция. Вследствие потери влаги мельчайшие частицы Са(ОН)2, сближаясь между собой, образуют кристаллы, которые постепенно превращаются в прочный кристаллический сросток.
Упрочнению известкового теста способствует также карбонизация - процесс взаимодействия гидрата окиси кальция (в присутствии влаги) с углекислым газом, который всегда содержится в воздухе в небольших количествах (около 0,03 %):
Са(ОН)2 + СО2 + Н2O = СаСО3 + 2Н2O
В результате этой химической реакции гидроокись кальция переходит в углекислый кальций, т. е. образуется снова то же вещество, которое было использовано для получения извести.
Твердеет гашеная известь очень медленно, и прочность известковых растворов невысокая.
Кристаллизация гидрата окиси кальция идет тем быстрее, чем интенсивнее испаряется влага, поэтому для твердения извести необходимо обеспечить благоприятные условия (положительная температура и низкая влажность окружающей среды).
Гидратационное твердение негашеной молотой извести приводит к быстрому обезвоживанию раствора и его более высокой прочности. В дальнейшем процесс твердения молотой негашеной извести проходит так же как и гашеной.
Твердение извести может происходить только в воздушно-сухих условиях. Испарение воды (что имеет место при этом) вызывает слипание мельчайших частиц Са (ОН) в более крупные и их кристаллизацию. Кристаллы Са (ОН) срастаются друг с другом, образуя каркас, окружающий частицы песка. Наряду с этим происходит карбонизация гидрата оксида кальция за счет поглощения углекислоты воздуха.
Таким образом, твердение известковых растворов есть следствие их высыхания и образования кристаллического сростка Са(ОН) , а также процесса образования углекислого кальция на поверхности изделия.
Транспортировка и хранение
Транспортируют комовую известь навалом, защищая от увлажнения и загрязнения, а молотую — в специальных бумажных мешках или металлических закрытых контейнерах. Известковое тесто перевозят в специально для этого приспособленных кузовах самосвалов. Известь негашеная должна храниться в закрытых складах, защищенных от попадания влаги. Гидратную известь можно хранить непродолжительное время в мешках и сухих складах. Молотую известь не следует хранить более 30 сут, так как она постепенно гасится влагой воздуха и теряет активность.
Подробнее с текущей ситуацией и прогнозом развития российского рынка извести можно познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Рынок строительной извести в России».
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях - проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
• Маркетинговые исследования
• Технико-экономическое обоснование
• Бизнес-планирование
Академия Конъюнктуры Промышленных Рынков
Тел.: (495) 918-13-12, (495) 911-58-70
E-mail: mail@akpr.ru
WWW: www.akpr.ru