ОБРАБОТКА И МОНТАЖ АЛЮМИНИЕВЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ

В случае большого объема работ с композитными панелями, естественно, речь идет о стационарном оборудовании. Это прежде всего пилорамы, например, 1215 ALUKOBOND Striebig. К ручному оборудованию относятся дисковые пилы, дисковые фрезеры и просто фрезеры. Главное отличие дисковой пилы от дискового фрезера в том, что у дискового фрезера на одном валу установлены контактный ролик и дисковая фреза. Сменный контактный ролик позволяет точно выдерживать глубину фрезеровки для разных толщин материала. Конечно, у дисковой пилы можно выставить выступание пильного диска и попробовать выполнить фрезеровку, расположив лист на ровной поверхности. В этом случае, все зависит от вашего опыта и навыков.
На рисунке 1 показаны ручной дисковый фрезер PF 1200 Е и ручной фрезер OF 1010 EBQ фирмы FESTOOL.

Представленные ручные фрезеры можно заказать в нашей компании.
Листы при обработке надо зажимать при помощи струбцин с прокладками из дерева или полимерных материалов, чтобы не создавать вмятин на поверхности листов.
Для распиловки композитных алюминиевых панелей возможно использование ножовочных и лобзиковых пил. Максимальная скорость резки при распиловке 5000м/мин
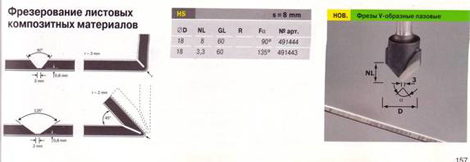
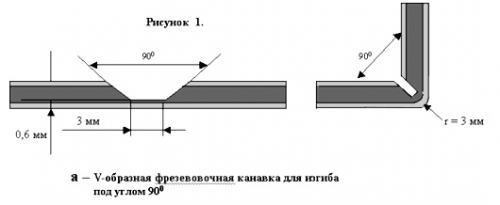
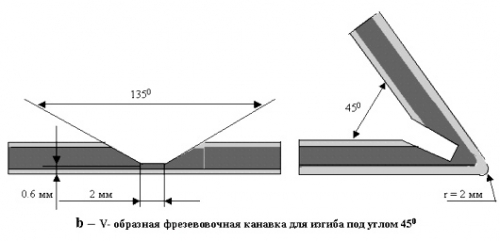
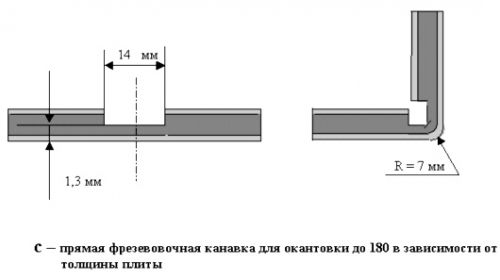
Для фрезерования сэндвич-материалов режущий инструмент (фрезы) должен изготавливаться из быстрорежущей стали или твердых сплавов. Максимальная скорость резания фрезой из быстрорежущей стали 3000 об/мин при подаче 25 м/мин, для фрез из твердых сплавов – 5000 об/мин и 30 м/мин (соответственно). Глубина фрезерования определяется толщиной наружных алюминиевых листов. При изготовлении угловых канавок толщина оставляемого слоя материала должна составлять 0,6 мм при толщине алюминия 0,5 мм и 0,4 мм при толщине алюминия 0,3 мм. При изготовлении прямоугольных канавок толщина оставляемого слоя материала должна составлять 1-1,2 мм при толщине алюминия 0,3 мм и 1,3-1,6 мм — при толщине алюминия 0,5 мм.
Типы фрез
Для дисковых фрезеров используются циркулярные дисковые фрезы (рисунок 2), а для ручных фрезеров — фасонные фрезы (рисунок 3).
В стандартном исполнении оба типа фрез имеют три варианта режущей кромки в зависимости от фрезеруемой канавки: для фрезерования угловых канавок с углами 90 0 , 135 0 и прямоугольных канавок.
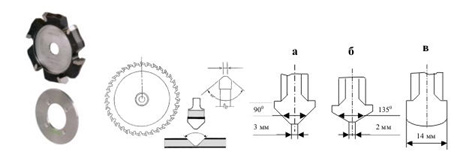
Рисунок 2. Внешний вид циркулярной дисковой фрезы и схематическое изображение профиля режущей кромки: а – фреза с углом 90 0 , б — фреза с углом 135 0 , в – фреза для прямоугольной канавки.
Обратите внимание на правильный раскрой листов перед распиловкой и фрезерованием. Поскольку во многих случаях заготовки требуется сгибать, то необходимо учитывать толщину материала на сгибах.
Сверление композитных алюминиевых панелей
АКП сверлится обычными спиральными сверлами, предназначенными для сверления металла.
Рекомендуемый материал сверла — быстрорежущая сталь.
Рекомендуемый угол острия — 100-140 0.
Гибка композитных алюминиевых панелей
Композитные алюминиевые сэндвич-панели Etаlbond легко поддаются холодной пластической формовке (сгибанию) общеизвестными способами. Процесс не требует специального оборудования и может проводиться на окантовочных прессах, универсальных гибочных машинах и круглогибочных прокатных машинах. Для избежания повреждения поверхности материала необходимо применять защитную фольгу или прокладочные листы из полиэтилена или пластика толщиной 1-2 мм.
Идеальная ширина штампа при сгибании на окантовочном прессе:
2 х d + 2 х (толщина защитной фольги) + диаметр штампа + 15 мм,
где d – толщина материала;
защитная фольга – защитные прокладки для верха и низа листа.
Минимальный радиус изгиба должен быть в 15 раз больше толщины листа. Минимальное расстояние от края листа до места изгиба должно составлять пять толщин материала.
Придавать требуемую форму панелям можно с помощью окантовочной фрезеровки , т.е. изгибанием панели после специальной фрезерной обработки (рисунок 4). Незначительная толщина материала, остающаяся после фрезеровки позволяет производить точное изгибание материала вручную без дополнительного оборудования.
Преимущества окантовочной фрезеровки:
• простота техники обработки
• минимальные издержки
• возможность производства работ прямо на месте
• большое разнообразие форм
• высокая производительность
Крепление композитных алюминиевых панелей
Панели могут крепиться при помощи заклепок, винтов, болтов, склеивания и сварки.
В любом случае, при закреплении панелей необходимо обеспечить условия отсутствия электролитической коррозии между соединенными поверхностями. Основываясь на вышеуказанном ограничении, используемые материалы можно разделить на два типа.
Рекомендуемые материалы для соединения:
алюминий, нержавеющая сталь, пластик, сталь с защитным покрытием (кадмий, цинк).
Не рекомендуемые материалы:
медь, латунь, бронза, сталь без защитного покрытия.
Использование перечисленных нерекомендуемых материалов может послужить причиной проблем, связанных с электролизом, который будет происходить на соединенных поверхностях.
При соединении композитных алюминиевых сэндвич-панелей при помощи заклепок можно устанавливать обычные типы заклепок, используемые при соединении алюминия.
При соединении панелей болтами и винтами, техника крепления различается в зависимости от того, где будет использоваться материал. При производстве работ внутри помещения нет необходимости учитывать линейное термическое расширение материала и можно использовать различные винты для крепления металла и дерева. По технике крепления можно выделить следующие виды (рисунок 5): крепление винтами с крестообразным шлицом и сферической головкой, крепление винтами с потайной головкой в раззенкованное отверстие, крепление винтами с потайной головкой совместно с накладкой, крепление сфероцилиндрическими винтами с форменной прокладкой. При креплении винтами с потайной головкой совместно с накладкой необходимо чтобы отверстие в плите было соразмерно больше диаметра винта.
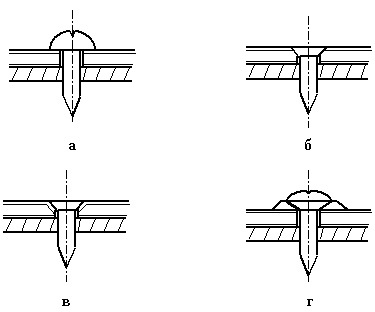
а – винтами с крестообразным шлицом и сферической головкой;
б – винтами с потайной головкой в раззенкованное отверстие;
в – винтами с потайной головкой совместно с накладкой;
г – сфероцилиндрическими винтами с форменной прокладкой.
При наружном использовании алюминиевых сэндвич-панелей необходимо учитывать их линейное термическое расширение (коэффициент линейного термического расширения панелей составляет 2,3 мм/м длины при перепаде температуры 100 град.). Поэтому отверстия под винты должны иметь диаметр несколько больший на величину, учитывающую движение композитных панелей в процессе эксплуатации. Для монтажа рекомендуется использовать фасадные винты для металлических конструкций либо саморезы. Для снижения давления винта на поверхность панели и обеспечения их теплового расширения необходимо использовать прокладки из эластичных полимерных материалов. Для закрытия головок можно применять специальные колпачки.
Сварка композитных алюминиевых панелей
Соединение элементов конструкций из алюминиевых сэндвич-панелей можно осуществлять методом сварки горячим воздухом, когда в качестве соединяющего материала используется электродная проволока. В процессе сварки проволока и полимерная сердцевина разогреваются до температуры плавления и образуют прочное соединение.
Подготовка материала для сварки состоит в следующем: по краю материала снимается фаска под углом 45 0 . Перед сваркой панели плотно стыкуются краями со снятыми фасками друг к другу (рисунок 6).
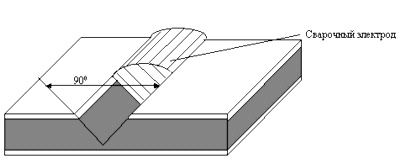
Рисунок 6. Сварка алюминиевых сэндвич-панелей с сердцевиной из полиэтилена.
Сварку необходимо произвести не позднее 24 часов после подготовки листов к сварке, ввиду быстрого оксидирования полимерной основы.
Для сварки необходимо использовать электроды на основе мягкого полиэтилена (тип 1800-h, черного цвета). Непосредственно перед сваркой удалить внешний слой электрода наждачной бумагой и сделать скос под углом 45 0 . Температура плиты при сварке поддерживается равной 260-270 0 С. После проведения сварки и охлаждения материала сварочный наплыв снимается при помощи ножа.
Для крепления панелей можно применять двухсторонние соединительные (монтажные) ленты, имеющие акриловый клеящий слой, который нанесен на вспененную основу. Следует отметить, что такой вид соединения материала применяется когда не требуется высокой прочности клеевого шва (имеется ввиду предел прочности на растяжение и на срез).
Внимание: клеи не держатся на пластмассах используемых в качестве внутреннего слоя композитных панелей;
При сплошном одностороннем заклеивании панелей возможна деформация соединения из-за разницы в коэффициентах линейного термического расширения (эффект биметалла).
Соединение композитных алюминиевых панелей профилями
Для соединения панелей ETALBOND можно использовать профили. Такой вид соединения удобен для создания модульных выставочных конструкций и др. подобного применения внутри помещений. Варианты конструкции показаны на рисунке 7.
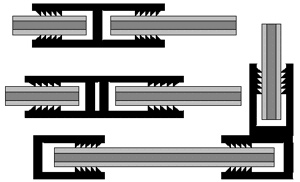
Рисунок 7. Варианты крепления сэндвич-панелей ETALBOND при помощи профиля.
Дополнительная лакировка алюминиевых панелей
Для лакировки и грунтовки композитных материалов подходят любые окрашивающие системы, применяемые для окраски и лакировки алюминия. Рекомендуется перед началом работ провести технологические пробы на совместимость выбранной окрашивающей системы с взятым композитным материалом.
Стадии рабочего процесса:
• предварительная очистка и обезжиривание поверхности,
• зачистка поверхности мокрой шлифовальной бумагой (зернистостью 360),
• нанесение на поверхность лака (грунта)
• сушка покрытия.
Следует помнить: при ускоренной сушке максимально допустимая температура 70 0С.
Не допускается изгибать материал после дополнительной лакировки из-за малой эластичности лакированной поверхности
Прилипание полимерной пленки лакового покрытия к материалу сердцевины отсутствует.
Трафаретная печать на композитных алюминиевых панелях
Композитные сэндвич-панели подходят для трафаретной печати. Для получения качественной печати следует перед печатью обработать материал денатуратом. Ввиду наличия возможных отклонений в структуре поверхности материала в разных партиях перед каждым рабочим процессом рекомендуется провести технологическую пробу на совместимость выбранной для трафаретной печати краски.
Кэширование композитных алюминиевых панелей и фотомонтаж
Композитные материалы легко поддаются кэшированию литой или каландрированной клейкой фольгой. Процесс можно проводить вручную и машинным способом. Смена фольги без снятия лакового слоя не представляет проблем.
Фотомонтаж производится аппликациями на липкой основе либо приклеиванием фотографий влажным способом водно-дисперсионными клеями.
Плиты перед нанесением фольги или снимков должны быть сухими и чистыми, без следов пыли и жира.
Аппликация букв на композитных алюминиевых панелях
Процесс аппликации букв на композитные алюминиевые сэндвич-панели аналогичен процессу кэширования.
Периодическая очистка поверхности композитных сэндвич-панелей позволяет продлить срок эксплуатации панелей ввиду удаления остатков агрессивных средств, содержащихся в осадках и восстановить первоначальный внешний вид панелей.
Проводить очистку следует чистящими и моющими средствами не вызывающими растворение или разложение полимерного покрытия поверхности и не содержащими абразивных материалов. Рекомендуется применять нейтральные моющие средства для алюминиевых поверхностей с органическим или анодно-оксидированным покрытием.
Частота чистки зависит от условий окружающей среды и степени загрязнения.
Не допускается:
производить очистку поверхности нагретой солнцем до температуры выше 40°С;
применять сильнощелочные моющие средства (такие как едкое кали, соду, натронную щелочь и т.д.), высококонцентрированные кислоты или абразивные средства (ВИМ, АЯКС, ИМИ и т.д.), а также органические вещества, растворяющие лакировочный слой.
1. Транспортировка и складирование композитных алюминиевых сэндвич-панелей с сердцевиной из полиэтилена низкой плотности осуществляется в горизонтальном положении на поддонах.
2. Поддоны складываются штабелями один на другой. В штабеле должно находиться не более шести поддонов одинакового формата. Причем более тяжелые поддоны устанавливаются внизу.
3. При укладывании в штабель поддонов с разными размерами, вниз укладываются поддоны с большими размерами.
4. При переноске плит использовать рукавицы для избежания образования жирных пятен. Переносить панели в вертикальном положении. Плиту поднимать за все четыре конца, не тянуть одну по другой.
5. Избегать при транспортировке, складировании и обращении ударов панелей, их падения, царапанья и т.д.
6. Избегать складирования панелей, имеющих защитную фольгу более 6 месяцев.
7. Избегать больших перепадов температур, попадания влаги и конденсата на панели при хранении.
С анализом рынка, а также с технико-экономическим обоснованием и бизнес-планом организации производства алюминиевых композитных панелей Вы можете познакомиться в отчетах Академии Конъюнктуры Промышленных Рынков:
1. Бизнес-план производства алюминиевых композитных панелей
2. ТЭО производства алюминиевых композитных панелей
3. Рынок алюминиевых композитных панелей в России