КАТАЛИЗАТОР PT-ЦЕОЛИТ L: ароматизация прямогонных бензиновых фракций
Ароматизация легких парафиновых углеводородов в присутствии катализаторов на основе цеолита L - новое направление в риформинге. Химизм превращений изучен в основном на модельных углеводородах. Об ароматизации бензиновых фракций в литературе приведены лишь рекламные данные. Количественных данных о превращении содержащихся в сырье углеводородов не сообщается. В связи с этим важно изучить закономерности процесса на реальном сырье.

Ароматизация легких парафиновых углеводородов в присутствии катализаторов на основе цеолита L - новое направление в риформинге. Химизм превращений изучен в основном на модельных углеводородах [1-4]. Об ароматизации бензиновых фракций [5,6] в литературе приведены лишь рекламные данные. Количественных данных о превращении содержащихся в сырье углеводородов не сообщается. В связи с этим важно изучить закономерности процесса на реальном сырье.
Опыты проводили на установке с подачей электролитического водорода "на проток" в квазиизотермическом реакторе (многозонное регулирование температуры в каталитическом слое) с хроматографическим анализом газопродуктовой смеси на потоке. Катализатор, полученный методами, описанными в [7], содержал платину и промоторы, нанесенные на связанный цеолит L. В качестве сырья использовали гидрогенизат прямогонной фракции 62-105°С. а также узкие фракции (62-85, 62-95, 85-95 и 85-105°С). полученные в результате ее ректификации на колонке эффективностью 30 т.т. Данные о составе сырья приведены в табл. 1-5. Опыты проводили в стандартных условиях: давление - 1 МПа, сброс водородсодержащего газа - 1500 об. на 1 об. сырья в час. При каждой температуре (460, 480 и 500°С) проводили не менее десяти анализов состава продуктов. Результаты отдельных опытов практически идентичны, расхождение в содержании отдельных компонентов не превышало 0,1% (масс.).
В процессе ароматизации фракции 62-85°С при 460°С (см. табл. I) выход бензола составил всего 19,8% при почти полной конверсии нафтенов. среди которых содержание бензолобразуюших составляет 27.7%. Выход н-пентана в несколько раз выше, чем изопентана. поэтому изомеризация н-гексана представляется маловероятной. Большее содержание изогексана в катализате (33,3%), чем в сырье (22,9%) объясняется раскрытием кольца в большей части молекул метилцикло-пентана (МЦП) с образованием в основном 2- и 3-метил-пентана. Такой путь превращения МЦП предложен и в [4].
С повышением температуры процесса выход гексанов закономерно снижается, причем н-гексана быстрее, чем его изомеров. При 500"С выход бензола почти в 1,5 раза превышает содержание нафтенов в сырье. Толуол в небольшом количестве образуется, по-видимому, из присутствующих в сырье изогептанов. Таким образом, основными "поставщиками" бензола являются не нафтены, а гексан и частично изогексан (при повышении температуры процесса от 460 до 500°С выход изогексанов снижается с 33,3 до 19,9%).
Повышение температуры конца кипения сырья на 10° (от 85 до 95°С) существенно сказалось на результатах процесса. Выход толуола составил треть от общего выхода ароматических углеводородов (АУ) при всех температурах процесса (см. табл. 2). Выход бензола несколько понизился, тогда как суммарный выход АУ возрос. Обшая картина процесса не изменилась: при 460°С выход бензола ниже содержания бензолоб-разующих нафтенов в сырье, выход изогексанов выше их содержания в сырье. Таким образом, еще раз подтвержден вывод о раскрытии колеи МЦП: выход изогептанов (в отличие от изогексанов) при 460°С почти вдвое ниже их содержания в сырье. Следовательно, изомеризация н-парафинов в данных условиях не протекает.
Повышение температуры конца кипения сырья до 105"С (опыты с исходной фракцией) подтверждает наметившуюся тенденцию: выход бензола снижается при одновременном росте суммарного выхода АУ (см. табл. 3). При 460 и 480°С выход бензола ниже, чем толуола, несмотря на то, что содержание н-гексана в сырье вдвое выше, чем н-гептана. При 500°С выход бензола выше, чем толуола: скорее всего из-за практически полного превращения гептанов сырья. Интересно отме тить, что выход гексанов при этой температуре в 1,5 раза ниже их содержания в сырье, тогда как гептаны превращаются практически полностью. Эти результаты явно противоречат данным [1.2], согласно которым скорость ароматизации гептана в 1.2 раза ниже, чем гексана.
Результаты ароматизации фракций 85-95 и 85-105°С подтверждают ранее сделанный вывод о росте выхода ароматических углеводородов с утяжелением сырья (см. табл. 4 и 5). Несмотря на то, что в этих фракциях (особенно во фракции 85-105°С) содержание углеводородов С6 незначительно, катализаты содержат бензол в весьма заметном количестве. Последний может образовываться двумя путями: либо демети-лированием толуола, либо циклизацией гексанов. образующихся в результате деметилирования гептанов. Поскольку отношение бензол:толуол с повышением температуры процесса не изменяется (0,25±0,02 для фракции 85-95°С и 0,17±0.02 для фракции 85-105°С), на наш взгляд, более вероятен второй путь.
Об этом свидетельствует также повышение выхода изо-гексанов и одновременное снижение выхода н-гексана с ростом температуры процесса (см. табл. 4 и 5). Тем не менее нельзя исключить и частичного гидродеметилирования толуола: катализатором этой реакции является платина на оксиде алюминия |8]. Для проверки был проведен опыт при 500°С с использованием в качестве сырья толуола (прочие условия соответствовали принятым в настоящей работе), результаты которого подтвердили это: конверсия толуола составила 8%, выход бензола - 6,5%.
Поскольку для МЦП основным путем превращения является раскрытие кольца с последующей С6-циклизацией, предстаапялось важным доказать возможность подобного пути превращений и для диметилииклопентанов (диМЦП). Для этого по данным табл. 1-5 были определены отношения между значениями содержания изогептанов в катализатах и сырье. Результаты приведены в табл. 6.
Как видно, относительное содержание изогептанов изменяется симбатно содержанию диМЦП в сырье, что косвенно доказывает раскрытие по крайней мере части пяти-членных колец с образованием изогептанов. Указанное отношение не превышает 1 (как и в случае с изогексанами). вероятно, потому, что относительная скорость превращения изогептанов выше, чем изогексанов.
Таблица 1.
Компоненты | Содержание в сырье - фракции 62-85°С, % | Выход (% масс.) в процессе ароматизации сырья при температуре, °С | ||
| 460 | 480 | 500 | ||
| Газы | — | 8.3 | 1.0 | 1.0 |
| Н2 | — | 0.9 | 2.3 | 3.4 |
| С1-С2 | — | 2.2 | 2.8 | 4.4 |
| С3 | — | 2.4 | 2.6 | 3.1 |
| изо-С4 | — | 0.6 | 0.8 | 0.8 |
| н-С4 | — | 2.2 | 2.5 | 3.3 |
| Парафины | 66.0 | 66.7 | 50.7 | 35.5 |
| изо-С5 | 0.1 | 1.3 | 1.8 | 2.4 |
| н-С5 | 0.9 | 4.3 | 4.9 | 5.9 |
| изо-С6 | 22.9 | 33.3 | 28.6 | 19.9 |
| н-С6 | 34.5 | 25.8 | 13.5 | 6.5 |
| изо-С7 | 7.6 | 2.0 | 1.9 | 0.8 |
| Нафтены | 31.8 | 3.1 | 2.5 | 1.7 |
| метклциклопентан | 19.4 | 2.8 | 2.4 | 1.7 |
| циклогексан | 8.3 | — | — | — |
| Ароматические | 2.2 | 21.9 | 35.8 | 47.8 |
| бензол | 2.2 | 19.8 | 32.2 | 43.5 |
| толуол | — | 2.1 | 3.6 | 4.3 |
Таблица 2.
Компоненты | Содержание в сырье - фракции 62-85°С, % | Выход (% масс.) в процессе ароматизации сырья при температуре, °С | ||
| 460 | 480 | 500 | ||
| Газы | — | 9.7 | 12.7 | 16.1 |
| Н2 | — | 1.5 | 2.9 | 4.2 |
| С1-С2 | — | 2.7 | 3.6 | 4.7 |
| С3 | — | 2.3 | 2.7 | 3.1 |
| изо-С4 | — | 0.8 | 0.9 | 1.1 |
| н-С4 | — | 2.4 | 2.6 | 3.0 |
| Парафины | 64.9 | 60.4 | 44.4 | 27.7 |
| изо-С5 | 0.1 | 1.3 | 1.7 | 2.0 |
| н-С5 | 0.6 | 3.3 | 4.0 | 4.5 |
| изо-С6 | 18.5 | 26.4 | 23.8 | 15.2 |
| н-С6 | 27.3 | 19.8 | 11.7 | 5.1 |
| изо-С7 | 14.5 | 7.9 | 2.6 | 0.9 |
| н-С7 | 3.9 | 1.7 | 0.6 | — |
| Нафтены | 32.3 | 2.6 | 2.2 | 1.1 |
| метклциклопентан | 13.0 | 2.0 | 2.0 | 1.1 |
| циклогексан | 8.9 | — | — | — |
| метклциклогексан | 0.9 | — | — | — |
| Ароматические | 2.8 | 27.3 | 40.7 | 55.1 |
| бензол | 2.8 | 17.8 | 25.9 | 38.5 |
| толуол | — | 9.5 | 14.8 | 16.6 |
Таблица 3.
Компоненты | Содержание в сырье - фракции 62-105 °С, % (масс.) | Выход (% масс.) в процессе ароматизации сырья при температуре. °С | ||
| 460 | 480 | 500 | ||
| Газы | ||||
| Н2 | — | 1,4 | 2,3 | 3,8 |
| С1-С2 | — | 2,1 | 3,0 | 4.1 |
| С3 | — | 1,9 | 2,3 | 2,0 |
| изо-С4 | — | 0,5 | 0,8 | 0,8 |
| н- С4 | — | 1,9 | 2,4 | 2,4 |
| Парафины | 62,5 | 59,0 | 43,8 | 27,2 |
| изо-С5 | 0,1 | 1.0 | 1,3 | 1.4 |
| н -С5 | 0,6 | 2,8 | 3,4 | 3,7 |
| изо-С6 | 14,6 | 21.1 | 20.0 | 14,6 |
| н -С6 | 21.1 | 17,9 | 10,9 | 5,5 |
| изо-С7 | 13,3 | 11,8 | 5.7 | 1.6 |
| н -С7 | 10.5 | 4,3 | 1,8 | 0,4 |
| изо-С8 | 0,4 | 0.1 | 0,1 | - |
| н-С8 | 1,8 | — | 0,6 | - |
| Нафтены | 34,0 | 4.5 | 3,1 | 1,9 |
| метилциклопентан | 8,0 | 2.4 | 2,1 | 1,3 |
| циклогексан | 6.4 | — | — | - |
| метилциклогексан | 5.6 | 0,7 | — | - |
| Ароматические | 3.5 | 28,7 | 42.3 | 57,8 |
| бензол | 1,7 | 12,7 | 19.7 | 30,5 |
| толуол | 1.0 | 16,0 | 22.6 | 27,3 |
| С8 | 0,8 | - | - | - |
Таблица 4.
Компоненты | Содержание в сырье - фракции 62-105 °С, % (масс.) | Выход (% масс.) в процессе ароматизации сырья при температуре. °С | ||
| 460 | 480 | 500 | ||
| Газы | 6,0 | 10,2 | 13,6 | |
| Н2 | — | 1,7 | 3,3 | 4,7 |
| С1-С2 | — | 1,6 | 2,7 | 4,2 |
| С3 | — | 1,1 | 1,7 | 1,8 |
| изо-С4 | — | 0,3 | 0,6 | 0,8 |
| н-С4 | — | 1,3 | 1,9 | 2,1 |
| Парафины | 59,4 | 54,2 | 35,3 | 17,5 |
| изо-С5 | — | 0,5 | 0,9 | 1,0 |
| н-С5 | — | 0,7 | 1,3 | 1,7 |
| изо-С6 | — | 4,1 | 4,7 | 4,9 |
| н-С6 | 0,4 | 3,2 | 2,6 | 2,0 |
| изо-С7 | 33,8 | 32,2 | 19,1 | 6,4 |
| н-С7 | 23,0 | 13,3 | 6,5 | 1,3 |
| изо-С8 | 0,6 | 0,2 | 0,2 | 0,2 |
| н-С8 | 1,6 | — | — | — |
| Нафтены | 39,4 | 9,2 | 6,3 | 2,0 |
| метилциклопентан | 1,3 | 2,6 | 2,1 | 1,2 |
| циклогексан | 4,4 | — | — | — |
| метилциклогексан | 8,5 | 0,7 | 0,1 | — |
| Ароматические | 1,1 | 30,6 | 48,2 | 66,9 |
| бензол | 0,2 | 6,5 | 8,8 | 13,9 |
| толуол | 0,9 | 24,1 | 39,4 | 53,0 |
Таблица 5.
Компоненты | Содержание в сырье - фракции 62-105 °С, % (масс.) | Выход (% масс.) в процессе ароматизации сырья при температуре. °С | ||
| 460 | 480 | 500 | ||
| Газы | — | 8,7 | 11,3 | 13,8 |
| Н2 | — | 2,2 | 3,5 | 4,7 |
| С1-С2 | — | 2,3 | 3,4 | 4,5 |
| С3 | — | 1,7 | 1,7 | 1,7 |
| изо-С4 | — | 0,6 | 0,7 | 0,8 |
| н-С4 | — | 1,9 | 2,0 | 2,1 |
| Парафины | 57,2 | 42,3 | 25,7 | 14,7 |
| изо-С5 | — | 0,7 | 0,8 | 0,9 |
| н-С5 | — | 1,1 | 1,4 | 1,6 |
| изо-С6 | — | 2,8 | 3,7 | 3,5 |
| н-С6 | — | 2,0 | 2,0 | 1,5 |
| изо-С7 | 24,9 | 23,0 | 12,4 | 5,4 |
| н-С7 | 25,2 | 11,8 | 5,3 | 1,7 |
| изо-С8 | 1,4 | 0,2 | 0,1 | 0,1 |
| н-С8 | 4,9 | 0,7 | — | — |
| изо-С9 | 0,8 | — | — | — |
| Нафтены | 37,0 | 10,4 | 4,7 | 2,6 |
| метилциклопентан | — | 1,9 | 1,5 | 1,0 |
| циклогексан | 2,5 | 1,9 | 0,4 | 0,5 |
| метилциклогексан | 13,6 | 0,1 | — | — |
| Ароматические | 5,8 | 38,6 | 58,3 | 68,9 |
| бензол | 0,5 | 5,9 | 7,6 | 10,6 |
| толуол | 2,6 | 32,7 | 46,9 | 54,5 |
| C9 | 2,7 | — | 3,8 | 3,8 |
Исходя из изложенного предложена схема превращений основных углеводородов сырья (рис. 1). Данная схема не включает побочных реакций гидрокрекинга исходных углеводородов. Дегидроизомеризация МЦП в бензол маловероятна, о чем убедительно свидетельствуют и данные [I]. полученные при изучении кинетики и механизма преврашений н-гексана. Вряд ли образуется дегидроизомеризаиией диМЦП и толуол. Как показано выше, часть бензола может быть получена деметидиро-ванием и гептанов. и толуола. Согласно приведенной схеме. все углеводороды сырья в конечном счете превращаются в АУ.
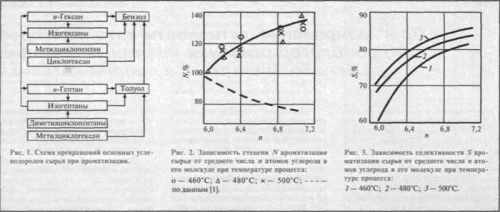
Массовый суммарный выход АУ возрастает с утяжелением сырья (см. табл. 1-4). Однако, с химической точки зрения, корректнее проводить сопоставление мольных выходов. Поэтому был проведен соответствующий пересчет опытных данных. Рассчитано также среднее число атомов углерода в молекуле сырья каждого вида. Для фракций 62-65, 62-95, 62-105, 85-95 и 85-105°С оно составило соответственно 6,1; 6,25; 6,4; 6,9 и 7,1.
Как следует из рис. 2. относительная степень ароматизации углеводородов сырья в отличие от данных [1] возрастает с увеличением числа атомов углерода. Необходимо отметить, что опыты [1] проводили с индивидуальными н-парафина-ми, чем. возможно, и обусловлено наблюдаемое рахличие.
Как показано выше. АУ образуются из любых углеводородов С6-С7, продукты С1-С5 являются побочными. Исходя из этого селективность ароматизации можно выразить следующей формулой:
![]()
где S- селективность процесса, %; ВАУ, ВС1-С5 - выход соответственно ароматических углеводородов и продуктов С1-С5, % (масс.); САУ - содержание ароматических углеводородов в сырье, % (масс.).
Результаты расчета селективности по данным табл. 1-5 приведены на рис. 3. Как видно, этот показатель возрастает с температурой опыта, причем при ароматизации гексановой фракции 62-85°С с повышением температуры от 460 до 500°С он увеличивается на 10%, а при ароматизации гептановой фракции 85-95°С - лишь на 1-2%. Селективность ароматизации значительно растет с утяжелением сырья при всех температурах (см. рис. 3). Эти результаты также противоречат данным (1), согласно которым селективность ароматизации гептана ниже, чем гексана. Катализатор, примененный в [1], принципиально не отличается от использованного нами. Различие в составе промоторов вряд ли может столь существенно повлиять на ход процесса. Исследования в этом направлении продолжаются.
Таблица 6.
Фракция, °С | Доля диМЦП в нафтенах | Отношение содержания изогептанов в катализате к их содержанию в сырье |
| 62-85 | 0,13 | 0,26 |
| 62-95 | 0.29 | 0,54 |
| 62-105 | 0.41 | 0.89 |
| 85-95 | 0.64 | 0,95 |
| 85-105 | 0.56 | 0,92 |
Таким образом, изучение процесса ароматизации прямогонной бензиновой фракции 62-105°С на катализаторе Pt-цеолит L показало, что все присутствующие в сырье углеводороды превращаются в ароматические. В отличие от ароматизации н-парафинов при ароматизации бензиновых фракций, содержащих парафиновые и нафтеновые углеводороды С6-C8, степень ароматизации и селективность процесса возрастают с увеличением среднего числа атомов углерода в молекулах сырья.
СПИСОК ЛИТЕРАТУРЫ
1. Huges Г. К., Buss H. S., Tamm P. W., et al. - In: Proc. 7th Inter. Zeolite Conf.. Tokio. 1986, p. 725-732.
2. Dcrouanc E. C.. Vanderveken D. J. - Appl. Catal.. 1988. v.45, № 1, p. 15-22.
3. TausttrS. J., SttgcrJ. J. - ). Catal.. 1990. v.125, № 2, p. 387-389.
4. Lane C. S., Modica F. S., Miller J. T. - Ibid. 1991, v.129, № 1, p. 145-158.
5. Tamm P. W., Mohr D. H. - Stud. Surf. Sci. Catal.. 1987 (on 1988), v.38, № 2, p. 335-353.
6. Лакоссе Т., Гилсдорф H., Хардиман Д. - Нефтепереработка и нефтехимия. 1993. № 10, с. 16-20.
7. Пат. 2043151 (РФ).
8. Можайко В. Н., Рабинович Г. П., Маслянскшя Г. Н. - Нефтехимия
В.Н. Можайко, В.Ю. Бортов, А.И. Осадченко, А.А. Харченко, Л.А. Лукина,